“INTERMOLD2013/模具展2013”及“模具冲压加工技术展2013”于2013年4月17日在东京有明国际会展中心开幕。其中备受关注的技术之一是在射出成形品上形成装饰图案和皮纹的咬花加工技术。咬花是指在模具表面形成微细图案。通过不同的咬花处理方法,可以在成形品表面形成装饰图案,或是转印皮革般的纹路。
咬花加工技术方面,牧野铣床制作所提出了使用石墨电极的放电加工咬花技术,而森精机制作所则提出了激光加工咬花技术。
牧野铣床制作所的方法是:首先利用可制作和编辑STL格式数据的创意设计用软件CAD(“freeform”等)制作咬花形状的CAD数据;再将CAD数据导入该公司的CAM软件“STLCAM”,输出用于切削石墨电极及切削模具(粗加工)的NC数据;然后,根据该NC数据制造石墨电极,同时切削(粗加工)作为模具材料的钢块;最后,用石墨电极对已完成粗加工的钢材进行放电加工,以形成包括纹路在内的最终形状。从该公司在此次展会上展出的模具(腔体)试制品也可以看出,可以在成型品上形成皮革般的纹路(图1)。
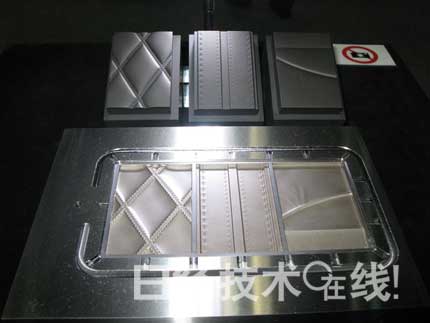
图1:制作皮纹的模具(试制品)及制作该模具使用的石墨电极
这是牧野铣床制作所在该公司展位上展出的。 (点击放大)
之所以能实现这样的咬花加工,靠的是设计咬花形状的freeform等软件的进步、切削石墨电极的加工中心和转印电极形状的放电加工机的精度越来越高,以及出现了能够制作微细形状的石墨电极和模具材料。据牧野铣床制作所介绍,原来曾认为石墨电极不能用于精加工,但现在出现了石墨粒径小、可形成微细形状的石墨电极。钢材也出现了放电加工中电极转印性高的材料。
上面提到的试制品(包含电极)使用的是东洋炭素公司生产的石墨粒径仅2μm的“TTK-8”材料,模具材料使用的是电极转印性高的瑞典Boehler-Uddeholm公司生产的钢材“M333”,切削石墨电极采用的是牧野铣床制作所的加工精度高达±1μm的加工中心“V22iGR”,放电加工采用的是该公司生产的能够控制微细脉冲的放电加工机“EDAF2”。
这种放电咬花加工设想的主要用途是汽车内装材料,不过也有人希望用于高级相机的把手部分等。
森精机制作所提出了基于激光加工的咬花加工技术。该公司展出了使用激光加工机实施咬花加工的模具试制品和成型品,并用展板介绍了整个加工流程(图2、3),展品采用的是该公司的资本业务合作伙伴——德国GILDEMEISTER公司旗下的SAUER公司的激光加工机“LASERTEC 65 Shape”。

图2:使用激光加工机“LASERTEC 65 Shape”实施咬花加工的模具的试制品和成型品
这是森精机制作所在其展位上展出的。右边是制作平板电脑“iPad”外壳使用的模具。 (点击放大)
